






Aluminijasti kovinski brizgani deli
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. je zbirka brizganja kovin iz bakrovih zlitin, brizganja kovin na osnovi železa, brizganja kovin na osnovi nerjavečega jekla, brizganja kovin iz aluminijevih zlitin, brizganja kovin iz nikljevih zlitin, brizganja kovin iz kobaltovih zlitin vlivanje, brizganje kovin iz volframove zlitine.
Qinhuangdao Zhongwei Precision Machinery Co., Ltd. je zbirka brizganja kovin iz bakrovih zlitin, brizganja kovin na osnovi železa, brizganja kovin na osnovi nerjavečega jekla, brizganja kovin iz aluminijevih zlitin, brizganja kovin iz nikljevih zlitin, brizganja kovin iz kobaltovih zlitin vlivanje, brizganje kovin iz volframove zlitine. Celovito visokotehnološko podjetje, ki združuje raziskave in razvoj, proizvodnjo in prodajo brizganja, brizganja kovin iz cementnega karbida in konstrukcijskih delov praškaste metalurgije. Lahko proizvaja dele za brizganje kovin iz aluminijeve zlitine ameriške znamke 6061, dele za brizganje kovin iz aluminijeve zlitine 6063, dele za brizganje kovin iz aluminijeve zlitine japonske znamke A6061, dele za brizganje kovin iz aluminijeve zlitine A6063, nemško znamko AlMg1Si0.5 Nemška znamka AlMg1Sicu Aluminium Metal Injection Moulded Parts et al.
Izdelek Description
1. Izvedbeni standardi: podjetje strogo izvaja certifikate ISO9001, ISO14001, IATF16949
Izdelki so opravili certificiranje ROHS, FDA EU itd.
2. Standardi za material izdelka: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Glavni procesi: brizganje kovin MIM, praškasta metalurgija PM, investicijsko litje, tlačno litje aluminija,
4. Razpoložljivi materiali za prašno metalurgijo:
Bakrove zlitine, železove osnove, titanove zlitine, osnove iz nerjavečega jekla, aluminijeve zlitine, nikljeve zlitine, kobaltove zlitine, volframove zlitine, cementne karbide, hidroksi zlitine, mehke magnetne materiale in 3D-tiskanje je mogoče prilagoditi glede na zahteve kupcev.
Proces produkcije
(1) Aluminijev prah in vezivo se enakomerno zmešata glede na delež aluminijevega prahu, ki predstavlja 70-80 odstotkov teže mešanega materiala;
(2) injekcija;
(3) debinder;
(4) Sintranje.
Poroznost kovinskih delov za brizganje je zelo nizka, relativna gostota dosega več kot 96 odstotkov, mehanske lastnosti materiala pa so primerljive z lastnostmi preciznih ulitkov enake sestave. Praškasta metalurgija tega izuma uporablja mešanico popolnoma kovinskega prahu in nekovinskega prahu kot surovine in je nova tehnologija za proizvodnjo kovinskih materialov, kompozitnih materialov in različnih vrst izdelkov po oblikovanju in sintranju, ki lahko se široko uporablja v avtomobilih, traktorjih, letalih, različnih vrstah izdelkov. V primerjavi z drugimi metodami preoblikovanja praškasta metalurgija prihrani energijo, zmanjša porabo surovin, ima velike gospodarske koristi in lahko proizvede tudi nekatere materiale in materiale, ki jih ni mogoče proizvesti z drugimi metodami. izdelek.
Izum se nanaša na postopek metalurškega brizganja, zlasti na postopek metalurškega brizganja aluminija v prahu.
1. Tehnologija ozadja
Brizganje kovin je nova vrsta tehnologije brizganja kovinskega prahu, razvita na osnovi brizganja plastike. Na splošno se uporablja vezivo, izkoristek pa se poveča med sintranjem, kar je neugodno za nadzor velikosti sintranega izdelka. Zato je treba zagotoviti novo tehnično rešitev za rešitev zgoraj navedenih težav.
2. Vsebina izuma
Tehnični problem, ki ga je treba rešiti s pričujočim izumom, je premagati pomanjkljivosti neenakomernega mešanja in slabe stabilnosti izdelka v stanju tehnike ter zagotoviti metodo mešanja s pulzirajočimi periodičnimi vibracijami, ki rešuje slabosti slabe fluidnosti surovin in slabega mešanja. vrsta v procesu brizganja, izdelek ima visoko gostoto in enakomerno porazdelitev.
Da bi rešili zgoraj omenjeni tehnični problem, pričujoči izum zagotavlja naslednjo tehnično shemo: nekakšen postopek brizganja metalurgije aluminijastega prahu, ki obsega naslednje korake, (1), upoštevanje aluminijevega prahu in veziva za 70-80 odstotek teže mešanega materiala z aluminijevim prahom. Odstotno razmerje je enakomerno premešano, vezivo pa vključuje naslednje komponente v masnih delih: parafin 30-40 odstotkov, polipropilen 8-12, polietilen {{5} }; temperatura polnjenja parafina je 50-60 stopinj C. (2), vbrizgavanje: dobro premešan material dajte v kalup izdelka, po dodajanju zaščite amoniaka ali dušika, segrevanju na 120-140C in nato oblikovanje, delovni tlak postopka oblikovanja je 40-50MPa, v procesu oblikovanja vibrirajte kalup; čas zadrževanja je 2-5 sekund po končani opombi in preden se kalup odpre; (3), sredstvo za odstranjevanje veziva: izdelek dajte v topilo s temperaturo 40-120C in ga namakajte 4-6 ur, nato ga dajte v peč, segreto na 120-380C za {{16} } ur, ohlajanje in nato dajanje v topilo 40-120C za 1-2 ur; (4), sintranje, sintranje oblikovanega izdelka v vakuumskem stanju, temperatura sintranja je 900 -1000C, čas zadrževanja 1-2 ur.
Pri tem aluminijev prah predstavlja 70 odstotkov teže mešanega materiala.
Pri čemer vezivo vključuje tudi 8-10 masnih delov grafita.
Pri čemer vezivo obsega naslednje masne komponente: 35 mas parafinskega voska, 10 polipropilena, 7,5 stearinske kisline ali cinkovega stearata, 37,5 polietilena visoke gostote in 10 grafita.
Pri čemer je v opisanem koraku (1) zahteva glede velikosti delcev kovinskega prahu in veziva: relativna gostota 95-99 odstotkov.
Pri čemer je v koraku (4) temperatura sintranja 900-950 stopinj in čas zadrževanja 1.5-2 ura.
Koristni učinki izuma so naslednji: poroznost delov za brizganje kovin je zelo nizka, relativna gostota doseže več kot 96 odstotkov, mehanske lastnosti materiala pa so lahko enakovredne deli za natančno litje enake sestave. Prašna metalurgija tega izuma uporablja mešanico kovinskega prahu in nekovinskega prahu kot surovine in je nova tehnologija za proizvodnjo kovinskih materialov, kompozitnih materialov in različnih vrst izdelkov s preoblikovanjem in sintranjem, ki se lahko široko uporablja v avtomobili, traktorji, letala, različna tehnika V primerjavi z drugimi metodami oblikovanja praškasta metalurgija prihrani energijo, zmanjša porabo surovin in ima velike gospodarske koristi na področju strojev, gospodinjskih aparatov, komunikacij, računalnikov, avtomatskega nadzora in vesoljske tehnologije. Prav tako lahko proizvaja nekatere materiale in izdelke, ki jih ni mogoče izdelati z drugimi metodami.
3. Specifična izvedba
Predloženi izum bo podrobneje opisan spodaj s sklicevanjem na priložene risbe in specifične izvedbe, vendar obseg izvedbe pričujočega izuma ni omejen na to.
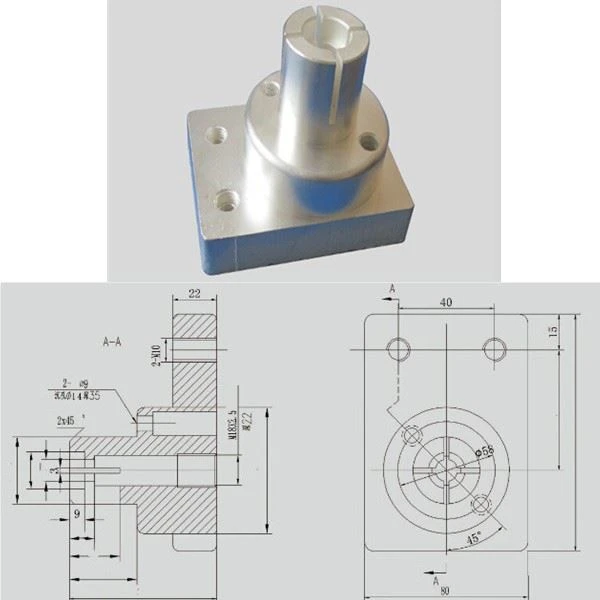
Kot je prikazano na sliki 1, ki je opisana v tej izvedbi, postopek metalurškega brizganja aluminijevega prahu, koraki so naslednji: (1), aluminijev prah in vezivo se enakomerno zmešata glede na delež aluminijevega prahu, ki upošteva {{2} } % teže mešanega materiala, vezivo obsega naslednje masne komponente: parafin 30-40 %, polipropilen 8-12, polietilen 30-45; Temperatura polnjenja parafina je 50-60 stopinj (2), vbrizgavanje: dobro premešan material dajte v kalup izdelka, po dodajanju zaščite z amoniakom ali dušikom, segrevanju na 120-140C in nato oblikovanju, delovni tlak postopka oblikovanja je 40-50MPa, med postopkom oblikovanja pa kalup vibrira; Čas zadrževanja je 2-5 sekund po končani opombi in preden se odpre kalup; (3), razmaščevanje: po razkalupljenju oblikovani izdelek segrejte na 250-300C; (4), sredstvo za odstranjevanje veziva: izdelek postavite na 40-120C Po 4-6 urah namakanja v topilnem olju ga postavite v peč in segrevajte na 120-380*C {{18 }} ur, nato pa ga postavite v topilo 40-120C in po ohladitvi postavite 1-2 ur; (5) , sintranje, sintranje oblikovanega izdelka v vakuumskem stanju, temperatura sintranja je 900-1000, čas zadrževanja pa 1-2 ur. Pri tem aluminijev prah predstavlja 70 odstotkov teže mešanega materiala. Pri čemer vezivo vključuje tudi 8-10 masnih delov grafita. Pri čemer vezivo obsega naslednje masne komponente: 35 mas parafinskega voska, 10 polipropilena, 7,5 stearinske kisline ali cinkovega stearata, 37,5 polietilena visoke gostote in 10 grafita. Pri čemer so v opisanem koraku (1) zahteve glede velikosti delcev za ves prah in vezivo: relativna gostota 95-99 odstotkov. Pri čemer je v koraku (5) temperatura sintranja 900-950 stopinj in čas zadrževanja 1.5-2 ura. (6) Naknadna obdelava, rezanje odkalupljenih zelenih izdelkov. (7), pregled kakovosti. (8), pakiranje končnih izdelkov. Rezultati testiranja izdelka: visoka trdnost (b=800-1200MPa); dobra odpornost proti obrabi, povprečni stroški so nižji za več kot 50 odstotkov v primerjavi s podobnimi deli, uvoženimi iz tujine, visoka gostota P doseže 7,25 g/cm; natezno trdnost
Raztezek doseže 1,5 odstotka; udarna žilavost doseže 195/cm; trdota jedra doseže HRC24; površinska trdota doseže HV632; odpornost proti obrabi in zmanjšanje trenja se povečata za 33 odstotkov oziroma 10 odstotkov;
Zgoraj navedeno je le prednostna izvedba pričujočega izuma, zato so vse enakovredne spremembe ali modifikacije, izvedene v skladu s strukturo, značilnostmi in principi, opisanimi v obsegu patentne prijave tega izuma, vključene v obseg zaščite patentne prijave pričujoči izum.
Postopek naknadnega litja
1. Toplotna obdelava: žarjenje, karbonizacija, kaljenje, kaljenje, normalizacija, površinsko kaljenje
2. Obdelovalna oprema: CNC, WEDM, stružnica, rezkalni stroj, vrtalni stroj, brusilnik itd.;
3. Površinska obdelava: prašno brizganje, kromiranje, barvanje, peskanje, nikljanje, galvaniziranje, črnjenje, poliranje, modro itd.

Kalupi in napeljave za pregledovanje
1. Življenjska doba plesni: običajno poltrajna. (razen izgubljene pene)
2. Čas dostave kalupa: 10-25 dni (glede na strukturo in velikost izdelka).
3. Vzdrževanje orodij in kalupov: Zhongwei je odgovoren za natančne dele.

Kontrola kakovosti
1. Nadzor kakovosti: stopnja napak je manjša od 0.1 odstotka.
2. Vzorci in poskusni zagon bodo 100-odstotno pregledani med proizvodnjo in pred pošiljanjem, pregled vzorcev za množično proizvodnjo v skladu s standardi ISDO ali zahtevami kupcev
3. Oprema za testiranje: odkrivanje napak, analizator spektra, analizator zlate slike, trikoordinatni merilni stroj, oprema za testiranje trdote, stroj za natezno testiranje.

Aplikacija
Aluminijasti kovinski brizgani deli kot surovine uporabljajo mešanico kovinskega prahu in nekovinskega prahu, po oblikovanju in sintranju pa se lahko nove tehnologije za proizvodnjo kovinskih materialov, kompozitnih materialov in različnih vrst izdelkov široko uporabljajo v avtomobilih, traktorjih, letalih, različni inženirski stroji, gospodinjski aparati, komunikacije, računalniki, avtomatski nadzor in vesoljska tehnologija ter druga področja.






Pošlji povpraševanje